

0965839836
dangtruong.bikenvn@gmail.com
Công tác ép cọc phải tuân theo bản vẽ thiết kế, biện pháp thi công bao gồm cả các biện pháp bảo vệ các công trình hiện hữu, trình tự và tiến độ thi công, kế hoạch đảm bảo an toàn và môi trường.
Để có đầy đủ thông tin để thực hiện móng cọc, đặc biệt là trong điều kiện địa lý khó khăn, nhà thầu cần làm cọc thí nghiệm và thực hiện thí nghiệm nén tĩnh và các thí nghiệm khác theo yêu cầu của Thiết kế. Số lượng cọc thử và các chỉ tiêu thí nghiệm cần làm sẽ được đính kèm với biện pháp thi công này.
Đo đạc và xác định vị trí trục của đài cọc cần thực hiện từ điểm chuẩn theo quy định hiện hành.
Vận chuyển, lưu trữ, cẩu và hạ cọc đúng vị trí để thi công phải theo các số đo chính xác để tránh bị hư hỏng. Trong quá trình vận chuyển, cung cấp hệ thống gỗ đỡ dưới móc.
Nhà thầu phải sửa chữa và hoàn thiện các lỗi kỹ thuật do Nhà thầu chính chỉ ra khi thi công.
Tùy theo tình hình hiện trạng, tình trạng đất nền, giao thông, điện, nước ... tại hiện trường, nhà thầu thiết lập các công tác ban đầu trước khi bắt đầu thi công cọc.
Cọc phải được chuẩn bị sẵn tại khu vực 1 hoặc 2 ngày trước khi thi công, sân kho phải nằm ngoài khu vực ép, đường vận chuyển phải được làm phẳng.
Máy ép phải ở trong tình trạng tốt và có tên nhà sản xuất, báo cáo kết quả kiểm tra kỹ thuật của các cơ quan có thẩm quyền.
Máy ép cọc thủy lực phải có các đặc điểm kỹ thuật sau:
Dòng bơm dầu.
Áp lực bơm dầu lớn nhất.
Dung tích piston.
Chuyển động của piston.
Kết quả kiểm tra kỹ thuật của máy đồng hồ đo áp.
Thiết bị dùng để ép cọc cần đáp ứng các yêu cầu sau:
Chuyển động của piston phải ổn định và tốc độ có thể kiểm soát.
Đồng hồ đo áp phải phù hợp với phép đo chuẩn.
Máy ép phải có van giữ lực ép khi dừng.
Đảm bảo an toàn.
Không tạo ra lực ngang khi ép.
Đảm bảo giữ lực dọc khi ép đỉnh cọc.
Phải có thiết bị cân bằng khi ép cọc.
Tổng đối trọng không được nhỏ hơn 1,1 lần so với lực ép thiết kế tối đa.
Máy ép là máy ép ROBO được minh họa trong hình dưới đây :

Chọn đúng loại máy ép để ép mũi cọc đến cao độ thiết kế, cọc phải được xuyên qua các lớp địa chất khác nhau.
Máy ép và hệ phản lực phải tạo ra lực ép không được nhỏ hơn 1,4 lần so với lực ép thiết kế tối đa. Với cọc có vị trí gần các tòa nhà hiện có, lực ép chỉ đạt ½ tải lực ép thiết kế (vị trí bàn điều khiển máy nén).
Tốt nhất là nên sử dụng 0.8-0.9 công suất máy ép.
Sử dụng máy ép ROBO với lực ép 460T
Số lượng máy:
Căn cứ quy trình, phạm vi công việc và nguyên vật liệu, cần 01 máy ép cọc ROBO cho cọc thí nghiệm và cọc đại trà, tùy thuộc vào tiến độ dự án.
Chỉ tiêu kỹ thuật của máy ép:
Phải có thông số kỹ thuật của máy và báo cáo kết quả kiểm tra kỹ thuật.
Máy hàn, máy cắt, đèn…
Nhà thầu phải có máy phát điện dự phòng để tránh mất điện và toàn bộ quá trình.
Để thuận lợi di chuyển, nên chuẩn bị đường phục vụ cho công tác cọc.
Chuẩn bị nguồn điện, kho, đường chuyển cọc tới vị trí ép.
Bố trí trang thiết bị phù hợp với công năng.
Quy trình ép cọc.
Đây là một trong những việc quan trọng nhất của công tác cọc.
Tất cả vị trí của cọc trước khi thi công phải được nghiệm thu và chấp thuận của chủ đầu tư hoặc tư vấn giám sát.
Cọc sẽ được chuyển đến địa điểm bằng xe tải và bốc dỡ bằng cần cẩu của máy ROBOT tại chỗ.
Trong thời gian vận chuyển hàng, sắp xếp cọc nhỏ hơn 5 lớp. Gia cường của cọc tại vị trí nâng đã được đánh dấu trước tại nhà máy như được hiển thị
.png)
Công tác hạ cọc tuân theo các quy định về an toàn của công trường.
Các mục nghiệm thu như sau:
Tên dự án.
Ngày sản xuất.
Sai số của cọc sau khi xuất xưởng.
Cường độ bê tông tại thời điểm giao (thông thường là cường độ bê tông 7 ngày)
Phương pháp kiểm tra:
Kiểm tra bằng mắt sau khi tưới ướt toàn bộ cọc.
Thước dây kiểm tra chiều dài, đường kính…..
Tài liệu đính kèm như chứng chỉ xuất xưởng, lí lịch cọc
Cọc sau khi được kiểm tra thì mới được dùng để ép.
Tùy thuộc yêu cầu Thiết kế và nhà thầu chính, công nhân ép cọc sẽ đánh dấu trên thân cọc bằng phấn hoặc sơn mỗi đoạn 50 ~ 100cm để xác định chiều dài.
.png)
Đánh dấu đầu cọc trước khi ép
Thực hiện công tác ép sau khi cọc đạt các tiêu chuẩn về vị trí và chất lượng
Các tiêu chuẩn vị trí cọc như sau:
Các điểm khảo sát cọc được bố trí tại hiện trường, thông qua kiểm tra và được chấp thuận bởi Thiết kế và nhà thầu chính để thi công.
Mặt bằng công trường phải khá phẳng, đủ chỗ để vận hành thiết bị
Mặt bằng phải cứng chắc không bùn lầy.
Trong khu vực làm việc của thiết bị ép cọc không được có chướng ngại hoặc các thiết bị khác.
Cọc được cẩu theo hình dưới
.png)
Trong quá trình cẩu cọc, công nhân phải tránh xa bán kính cẩu cọc để giữ an toàn.
Cọc đã được cẩu đến vị trí lý tưởng (±10mm so với thiết kế) , người vận hành điều chỉnh độ thẳng đứng của của cọc trên máy
Người vận hành kiểm soát máy ép cọc theo từng chu kỳ xi lanh trên máy
Một công nhân ghi lại số đọc mỗi mét cọc
Nếu cọc có nhiều hơn một phân đoạn, đoạn cọc ép sẽ dừng lại khoảng 0.3 ~ 0.7m từ mặt đất để hàn đoạn tiếp theo.
Dây hàn cọc có mã 6013 hoặc mã khác theo yêu cầu thiết kế và nhà thầu chính
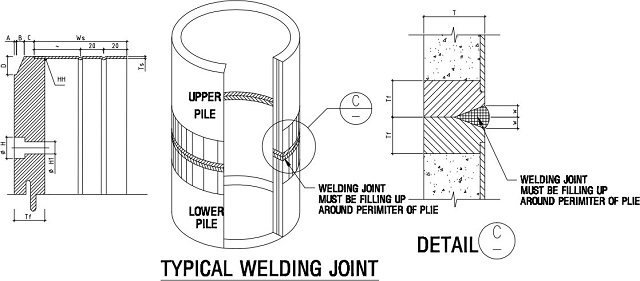
Khi hàn cọc, thợ hàn kiểm tra độ chặt cho hai đầu của 2 đoạn. Hàn thành các lớp cho đến khi lấp đầy khe (đối với đường hàn đối đầu).![]()
Sau khi hàn cọc, chống gỉ cho mối hàn bằng sơn chống gỉ.
Trong suốt quá trình ép, độ thẳng của cọc phải được kiểm tra cho đến khi kết thúc
Cần phải kiểm soát độ lệch tâm của cọc thông qua nhiều cơ sở như là thông số kỹ thuật của chúng ta. Khi cọc đầu tiên ngừng để hàn tiếp đoạn cọc tiếp theo, đoạn cọc tiếp theo phải được điều chỉnh sao cho đường tâm trục trùng với đường tâm trục đoạn trước. Độ nghiêng cọc phải nhỏ hơn 1/100, ép đoạn kế tiếp sau khi kiểm tra mối hàn. Duy trì một lực khoảng 10% -15% tải thiết kế trong quá trình hàn để tiếp xúc bề mặt của 2 đoạn.
Bên cạnh độ lệch tâm của cọc, chúng ta cần kiểm soát tốc độ ép, đối với đoạn đầu tiên ép tốc độ <1cm/s và đoạn khác tốc độ ép <2cm/s
Tải đầu cọc được tính dựa trên công thức chuyển đổi giữa đồng hồ đo áp suất và tải trọng
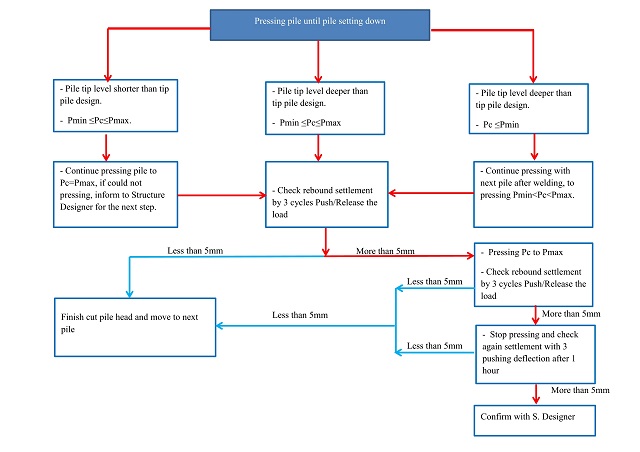
Dừng ép khi đạt được các điều kiện sau:
Chiều dài ép cọc: Lmin < Lc
Lmin: Chiều dài thiết kế nhỏ nhất của cọc.
Lc: Chiều dài cọc ép.
Lực ngừng ép: Pep min < Pep KT < Pep max
Pep min, Pep max: Lực ép thiết kế nhỏ nhất và lớn nhất của cọc..
Pep KT: Lực ép tại thời điểm ngừng ép
Tổng lún sau 3 lần ép với lực ép lớn nhất Pc nhỏ hơn 5mm
Nếu một trong các điều kiện không đạt thì phải ngừng ép và thông báo cho thiết kế.
Trong thời gian làm việc, các sự kiện bất thường phải được báo cáo với Nhà thầu chính. Nhà thầu xử lý công việc trên kết luận cuối cùng của Nhà thầu chính.
Kiểm tra và nghiệm thu vị trí cọc sẽ được thực hiện ngay sau khi hoàn thành công tác ép. Nhà thầu chính và Nhà thầu phải đo đạc vị trí thực tế của cọc sau khi ép, cao độ đầu cọc sau khi ép hoặc cắt (nếu có).
Nghiệm thu quá trình ép cọc theo TCVN 9394:2012 Công tác ép cọc Tiêu chuẩn thi công và nghiệm thu:
Hồ sơ thiết kế được chấp thuận.
Biên bản nghiệm thu công tác cọc.
Hồ sơ sản xuất cọc
Biên bản nghiệm thu từng cọc.
Hồ sơ hoàn thành.
Báo cáo kết quả thí nghiệm PIT.
Báo cáo kết quả thí nghiệm nén tĩnh
Sai số cho phép của công tác ép cọc theo bảng 3 tiêu chuẩn TCVN 9394:2012, như sau:
Bảng 3. Tiêu chuẩn cho thi công cọc
|
Kind & position of pile Loại và vị trí của cọc |
Allowed tolerance of pile axis Sai số cho phép của trục cọc trên mặt bằng |
|---|---|
|
1.Cọc bê tông đường kính tới 0.5m |
|
|
a. Piles are located in a line. / Cọc thẳng hàng |
0.2d |
|
b. Piles are located on group or 2 and 3 lines/ Cọc xếp thành 2 hoặc 3 hàng: |
|
|
- Piles are in order lines/ Cọc theo thứ tự |
0.2d |
|
- Piles are in between lines/ Cọc nằm giữa các hàng |
0.3d |
|
c. Piles are located over 3 lines./ Cọc xếp thành nhiều hơn 3 hàng |
|
|
- Piles are in order lines/ Cọc theo thứ tự |
0.2d |
|
- Piles are in between lines/ Cọc nằm giữa các hàng |
0.4d |
|
d. Sole pile/ Cọc sole |
5cm |
|
e. Support pile/ Cọc gia cường |
3cm |
|
2. Spun Pile with 0.5m-0.8m diameter./ Cọc bê tông đường kính 0.5-0.8m |
|
|
- Piles are in order lines/ Cọc theo thứ tự |
10cm |
|
- Piles are in between lines/ Cọc nằm giữa các hàng |
15cm |
|
- Sole pile under column/ Cọc sole dưới cột |
8cm |
Lực ép đột ngột tăng khi mũi cọc xuyên vào lớp đất sét cứng.
Mũi cọc bị vỡ hoặc nghiêng khi gặp lớp đất cứng.
Độ nghiêng của cọc quá giới hạn cho phép.
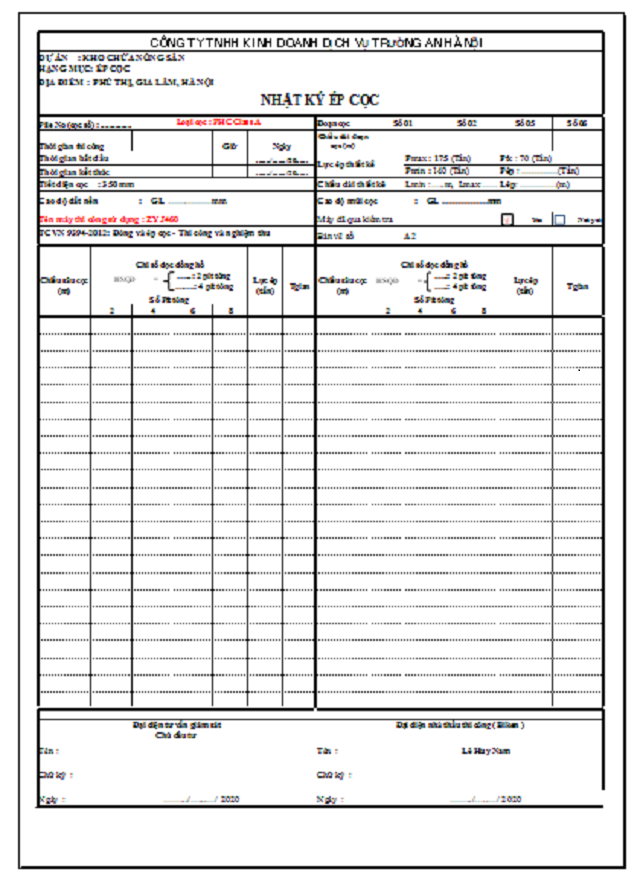
Trong thời gian ép cọc, tất cả các thông số kỹ thuật của cọc được theo dõi và ghi vào cọc ép như sau:
Ngày thi công:
Thời gian bắt đầu và kết thúc công tác ép (bao gồm thời gian hàn, nếu có)
Vị trí, tọa độ thiết kế của cọc.
Tên cọc.
Loại cọc.
ID đoạn cọc, ngày sản xuất và chiều dài.
ID thiết bị ép.
Loại máy ép.
Số đọc trên đồng hồ lực tại mỗi mét sâu.
Cao độ mũi cọc.
Cao độ đỉnh cọc.
Tiến độ công tác đóng cọc được trình bày hàng tuần với mỗi công việc cụ thể trong điều kiện xây dựng bình thường, không bao gồm các điều kiện không lường trước như mưa, lũ lụt ... với lịch trình cho mỗi công việc với tổng thời gian thi công là 31 ngày. Tiến độ thực hiện được thực hiện cụ thể trên cơ sở khối lượng công việc và số lao động cho từng loại công việc, tiến độ công việc được bố trí sao cho không chồng chéo.
Để thực hiện tốt dự án, nhà thầu nên lập kế hoạch sau:
Công suất máy ép làm việc 2 ca/ ngày (7:00am – 6:00 pm):
Căn cứ vào tiến độ xây dựng, Chủ đầu tư và Nhà thầu sẽ giám sát và thực hiện.
Lắp đặt máy ép cọc đến công trình: 01 máy ép cọc thủy lực (Robot) với 05 công nhân và 01 cần cẩu trên giàn.
Quá trình lập tiến độ:
Căn cứ vào thiết kế kỹ thuật thi công, ban quản lý dự án tính toán chương trình, xây dựng lịch trình thực hiện tổng thể và chi tiết cho từng hạng mục công việc. Trong phần này, chúng tôi lập lịch biểu theo chiều ngang. Các nhóm thực hiện lập lịch chi tiết dựa trên kế hoạch khối lượng công việc cho từng hạng mục công việc.
Sau khi chủ đầu tư phê duyệt tiến độ thực hiện, nhà thầu sẽ thực hiện và quản lý công việc theo lịch trình đúng hạn. Ban quản lý dự án sẽ theo dõi công việc đã hoàn thành mỗi ngày. Vào cuối mỗi giai đoạn, nếu tiến độ thực hiện trễ, ban quản lý dự án và người quản lý sẽ điều chỉnh và đề xuất cách giải quyết. Chủ đầu tư và Nhà thầu sẽ làm cuộc họp hàng tuần, hàng tháng và thực hiện một báo cáo đánh giá tiến độ thực hiện.
Họp an toàn hàng tuần.
Các cuộc họp an toàn tại nơi làm việc do quản lý công trường thực hiện. Tham dự là bắt buộc đối với tất cả những người thực hiện công việc trên Dự án.
Tất cả nhân viên của chúng tôi, bao gồm thợ thủ công, quản đốc, quản lý dự án phải mặc PPE dự án tại địa điểm xây dựng. Bao gồm:
Mũ cứng.
Quần dài.
Giày da.
Bao tay (hàn)
Cấm các hành vi sau ở công trường:
Uống rượu hoặc sử dụng chất kích thích.
Đánh bạc
Ngủ ngoài khu vực cho phép.
Mang vũ khí.
Sử dụng chất gây cháy nổ.
Đe dọa, quấy rối hoặc ngôn từ thô tục
Báo cáo:
Báo cáo tất cả các sự cố (suýt xảy ra, cấp cứu, ghi lại được, các vụ việc trong ngày và các tin tức về môi trường) cho Nhà thầu chính trong vòng một giờ kể từ khi xảy ra.
Trình bày tất cả các sự cố để xem xét ít nhất là hàng tuần. Người quản lý dự án và Giám đốc Dự án tại hiện trường sẽ tiến hành rà soát
Duy trì hồ sơ sự cố trong suốt thời gian của dự án, chuyển các hồ sơ này sang EHS tư vấn giám sát chủ đầu tư khi dự án hoàn thành. EHS tư vấn giám sát chủ đầu tư có thể sử dụng các hồ sơ này để hoàn thiện hệ thống liên lạc khi có sự cố.
Điều tra:
Xác định tất cả các nguyên nhân gây ra (gốc rễ và các nguyên nhân gây ra)
Sử dụng các phương tiện điều tra được chấp thuận trước.
Xác định và lập hồ sơ của tất cả các hành động khắc phục.
Tài liệu về việc đóng tất cả các hành động khắc phục được.
Tên và số liên lạc của quản lý nhà thầu
Xác định vai trò và trách nhiệm của mỗi người / bên
Các thủ tục phản ứng khẩn cấp (ngăn chặn tràn dầu, đáp ứng y tế khẩn cấp, …) cho bất kỳ trường hợp khẩn cấp có thể phát sinh do các hoạt động xây dựng trong phạm vi được xác định của Nhà thầu.
Các hệ thống truyền thông đã xác định được sử dụng để đảm bảo giao tiếp hiệu quả với nhân viên dự án bị ảnh hưởng, người phản hồi và EHS tư vấn chủ đầu tư.
Các thủ tục đảm bảo rằng kế hoạch được duy trì trong suốt thời gian và hoàn thành Dự án.
An toàn bốc dỡ hàng.
Huấn luyện an toàn đặc biệt cho nhân viên phải làm việc trên 3 mét trong khi dỡ vật liệu khỏi xe kéo phẳng, hoặc các bề mặt cao khác.
Giảm thiểu hoặc loại bỏ kỹ thuật bốc xếp thủ công.
Giữ ổn định xe khi bốc hàng.
Bất kỳ công nhân nào phải làm việc ở độ cao phải sử dụng đồ bảo vệ chống ngã cao. Tất cả nhân viên được yêu cầu sử dụng đồ bảo vệ chống ngã cao sẽ được huấn luyện. Bất kỳ công nhân nào phát hiện vi phạm các yêu cầu về bảo vệ chống ngã cap đều có thể bị đuổi khỏi công trường.
Khi thực hiện công tác ép cọc phải thực hiện đầy đủ các quy định về an toàn lao động, vệ sinh môi trường theo quy định hiện hành.
Người lao động thực hiện nghiêm chỉnh kỷ luật lao động, các quy tắc về máy móc, thiết bị thi công. Thường xuyên tổ chức các lớp học an toàn
>>> Xem Quy trình thi công cọc phần 1 TẠI ĐÂY
>>> Xem thêm Cọc ly tâm tại đây
>>> Xem thêm Quy trình sản xuất cọc ly tâm tại đây
>>> Xem thêm Bản báo giá cọc ly tâm tại đây
----------------------------
Mọi chi tiết xin liên hệ
Chia sẻ bài viết: Tin liên quan
 CỌC LY TÂM BIKEN
Nhà máy cọc ly tâm Biken là nhà máy duy nhất của Nhật Bản sản xuất cọc ly tâm, uy tín, chất lượng cao cho mỗi công trình sử dụng cọc ly tâm biken. Nhà máy sản...
CỌC LY TÂM BIKEN
Nhà máy cọc ly tâm Biken là nhà máy duy nhất của Nhật Bản sản xuất cọc ly tâm, uy tín, chất lượng cao cho mỗi công trình sử dụng cọc ly tâm biken. Nhà máy sản...
 QUY TRÌNH THI CÔNG CỌC LY TÂM
Cung cấp và thi công cọc ly tâm có đường kính từ 300 đến 600 bằng Robot ép thủy lực, năng lực huy động máy lớn, Robot có tải trọng từ 180 tấn đến 1.000 tấn,...
QUY TRÌNH THI CÔNG CỌC LY TÂM
Cung cấp và thi công cọc ly tâm có đường kính từ 300 đến 600 bằng Robot ép thủy lực, năng lực huy động máy lớn, Robot có tải trọng từ 180 tấn đến 1.000 tấn,...
 Báo Giá Ép Cọc Bê Tông - Ép Cọc Bê Tông Nhà Dân Giá Rẻ tại Hưng Yên
Ép cọc bê tông là biện pháp gia cố nền móng công trình nhà dân và xây dựng nhà máy công nghiệp. Lựa chọn đơn vị cung cấp cọc và đơn vị thi công cọc móng...
Báo Giá Ép Cọc Bê Tông - Ép Cọc Bê Tông Nhà Dân Giá Rẻ tại Hưng Yên
Ép cọc bê tông là biện pháp gia cố nền móng công trình nhà dân và xây dựng nhà máy công nghiệp. Lựa chọn đơn vị cung cấp cọc và đơn vị thi công cọc móng...
 Ép Cọc Bê Tông Móng Nhà Dân
Công ty TNHH Biken Việt Nam chuyên sản xuât và thi công cọc bê tông. Chúng tôi thi công ép cọc cho các công trình nhà công nghiệp, ép cọc bê tông nhà dân, với đội...
Ép Cọc Bê Tông Móng Nhà Dân
Công ty TNHH Biken Việt Nam chuyên sản xuât và thi công cọc bê tông. Chúng tôi thi công ép cọc cho các công trình nhà công nghiệp, ép cọc bê tông nhà dân, với đội...
 Ép Cọc Bê Tông Bằng Phương Pháp Chất Tải
Ép cọc bê tông móng nhà bằng phương pháp chất tải ép máy thuỷ lực là phương pháp dùng cục bê tông làm đối trọng để ép cọc sâu xuống lòng đất. Biken Việt...
Ép Cọc Bê Tông Bằng Phương Pháp Chất Tải
Ép cọc bê tông móng nhà bằng phương pháp chất tải ép máy thuỷ lực là phương pháp dùng cục bê tông làm đối trọng để ép cọc sâu xuống lòng đất. Biken Việt...
1_thumb.jpg "Ép Cọc Bằng Robot Là Gì? Ưu Nhược Điểm Ép Cọc Băng Robot") Ép Cọc Bằng Robot Là Gì? Ưu Nhược Điểm Ép Cọc Băng Robot
Ép cọc bằng robot là một trong những phương pháp ép cọc có hiệu quả nhất hiện nay. Dưới đây chúng tôi sẽ giới thiệu tới khách hàng phương pháp ép cọc bằng...
Ép Cọc Bằng Robot Là Gì? Ưu Nhược Điểm Ép Cọc Băng Robot
Ép cọc bằng robot là một trong những phương pháp ép cọc có hiệu quả nhất hiện nay. Dưới đây chúng tôi sẽ giới thiệu tới khách hàng phương pháp ép cọc bằng...
 Ép tải cọc bê tông - Ép cọc chuyên nghiệp
Chuyên thi công ép cọc bê tông, ép tải, ép neo, ép robot cho các công trình dân dụng và công nghiệp. Khu vực thi công toàn miền Bắc. chi tiết liên hệ: Hotline - 0965...
Ép tải cọc bê tông - Ép cọc chuyên nghiệp
Chuyên thi công ép cọc bê tông, ép tải, ép neo, ép robot cho các công trình dân dụng và công nghiệp. Khu vực thi công toàn miền Bắc. chi tiết liên hệ: Hotline - 0965...
 Ép cọc bê tông nhà dân bằng máy thuỷ lực
Thi công ép tải cọc bê tông là sử dụng hệ giàn thuỷ lực và đối trọng để ép cọc bê tông vuông hoặc cọc tròn ly tâm. Sử dụng phương pháp thi công này thường...
Ép cọc bê tông nhà dân bằng máy thuỷ lực
Thi công ép tải cọc bê tông là sử dụng hệ giàn thuỷ lực và đối trọng để ép cọc bê tông vuông hoặc cọc tròn ly tâm. Sử dụng phương pháp thi công này thường...
 Cọc ly tâm D300, D350 - Cọc Dự Ứng Lực Biken
Công ty chuyên sản xuất cọc Ly tâm, Gạch không nung, Bê tông tươi, Cống bê tông, Bó vỉa bê tông đúc sẵn - Cung cấp cho các dự án trên phạm vi Toàn Quốc
Cọc ly tâm D300, D350 - Cọc Dự Ứng Lực Biken
Công ty chuyên sản xuất cọc Ly tâm, Gạch không nung, Bê tông tươi, Cống bê tông, Bó vỉa bê tông đúc sẵn - Cung cấp cho các dự án trên phạm vi Toàn Quốc
_thumb.jpg "Thông số kỹ thuật cọc ly tâm, cọc dự ứng lực") Thông số kỹ thuật cọc ly tâm, cọc dự ứng lực
Thông số kỹ thuật cọc ly tâm, cọc dự ứng lực - Công ty Tnhh Biken Việt Nam sản xuất và thi công cọc ly tâm chất lượng cao, là một Công ty Nhật Bản đầu tư...
Thông số kỹ thuật cọc ly tâm, cọc dự ứng lực
Thông số kỹ thuật cọc ly tâm, cọc dự ứng lực - Công ty Tnhh Biken Việt Nam sản xuất và thi công cọc ly tâm chất lượng cao, là một Công ty Nhật Bản đầu tư...
Xem thêm:
Bình luận:
_thumb.jpg "Bê Tông Biken - Bê Tông Tươi Số 1 Việt Nam") Bê Tông Biken - Bê Tông Tươi Số 1 Việt Nam
Bê Tông Biken - Bê Tông Tươi Số 1 Việt Nam
 Bê Tông Tươi Mác 300 Tại Hưng Yên
Báo Giá Ép Cọc Bê Tông - Ép Cọc Bê Tông Nhà Dân Giá Rẻ tại Hưng Yên
Ép Cọc Bê Tông Móng Nhà Dân
Ép Cọc Bê Tông Bằng Phương Pháp Chất Tải
Bê Tông Tươi Mác 300 Tại Hưng Yên
Báo Giá Ép Cọc Bê Tông - Ép Cọc Bê Tông Nhà Dân Giá Rẻ tại Hưng Yên
Ép Cọc Bê Tông Móng Nhà Dân
Ép Cọc Bê Tông Bằng Phương Pháp Chất Tải
 Cống Bê Tông Chịu Tải Trọng Cao 25 tấn
Cống Bê Tông Chịu Tải Trọng Cao 25 tấn
 Cống bê tông đúc sẵn chất lượng cao
Cống bê tông đúc sẵn chất lượng cao
_thumb.jpg "Báo giá cống bê tông Biken, Cống đúc sẵn") Báo giá cống bê tông Biken, Cống đúc sẵn
Báo giá cống bê tông Biken, Cống đúc sẵn
 Gạch không nung, Gạch Block Biken - Biken Việt Nam
Gạch không nung, Gạch Block Biken - Biken Việt Nam
 Quy Trình Kiểm Tra Chất Lượng Gạch Block Biken, Gạch Không Nung
Quy Trình Kiểm Tra Chất Lượng Gạch Block Biken, Gạch Không Nung
1_thumb.png "NẮP CỐNG BẰNG GANG ĐÚC") NẮP CỐNG BẰNG GANG ĐÚC
NẮP CỐNG BẰNG GANG ĐÚC
 NẮP MƯƠNG MẠ KẼM GRAPTING, NẮP CỐNG
NẮP MƯƠNG MẠ KẼM GRAPTING, NẮP CỐNG
 NẮP CỐNG BÊ TÔNG, NẮP CỐNG CHẮN RÁC THOÁT NƯỚC
NẮP CỐNG BÊ TÔNG, NẮP CỐNG CHẮN RÁC THOÁT NƯỚC
 THÀNH PHẦN BÊ TÔNG ĐÚC CỐNG BÊ TÔNG
THÀNH PHẦN BÊ TÔNG ĐÚC CỐNG BÊ TÔNG
 Catalog Cấu kiện bê tông Biken
Catalog Cấu kiện bê tông Biken
 ĐINH PHẢN QUANG NĂNG LƯỢNG MẶT TRỜI
ĐINH PHẢN QUANG NĂNG LƯỢNG MẶT TRỜI
 ĐÈN ĐƯỜNG GIAO THÔNG NĂNG LƯỢNG MẶT TRỜI 150W
ĐÈN ĐƯỜNG GIAO THÔNG NĂNG LƯỢNG MẶT TRỜI 150W
 ĐÈN LED CÔNG SUẤT 300W, ĐÈN NĂNG LƯỢNG MẶT TRỜI
ĐÈN LED CÔNG SUẤT 300W, ĐÈN NĂNG LƯỢNG MẶT TRỜI
 Báo Giá Bó Vỉa Bê Tông Chất Lượng Nhất, Giá Cạnh Tranh
Báo Giá Bó Vỉa Bê Tông Chất Lượng Nhất, Giá Cạnh Tranh
_thumb.jpg "Bó Vỉa Hè Bê Tông Đúc Sẵn") Bó Vỉa Hè Bê Tông Đúc Sẵn
Bó Vỉa Hè Bê Tông Đúc Sẵn
_thumb.jpg "Bó Vỉa Bê Tông Đúc Sẵn Miền Bắc") Bó Vỉa Bê Tông Đúc Sẵn Miền Bắc
Bó Vỉa Bê Tông Đúc Sẵn Miền Bắc
 TẤM GRAPTING CƯỜNG ĐỘ CAO
TẤM GRAPTING CƯỜNG ĐỘ CAO
CÔNG TY TNHH BIKEN VIỆT NAM



_thumb.jpg "Gạch không nung tại Hưng yên, Gạch Biken")
